Abstract
The growing use of consumer-grade fused deposition modeling (FDM) printers has increased demand for thermoplastic filament, while post-consumer plastic waste—particularly polyethylene terephthalate (PET) bottles—remains underutilized at small scales. Commercial recycling and filament production systems are often centralized or cost-prohibitive, limiting access to local material reuse.
This project investigates a compact mechanical and thermal extrusion system designed to convert post-consumer PET bottles into usable 3D printing filament. The system was developed through multiple prototype iterations addressing challenges in thermal stability, filament diameter consistency, and mechanical alignment. Experimental validation evaluated filament continuity, dimensional consistency, and printability through test extrusions and comparative print trials.
1. Executive Overview
Problem Statement
The accessibility of consumer-grade 3D printing contrasts with a filament supply chain that remains centralized, cost-sensitive, and poorly integrated with local waste streams. Post-consumer PET bottles are abundant, yet small-scale reuse is limited by the difficulty of converting irregular plastic feedstock into dimensionally consistent filament.
Inspiration
I often had ideas for hardware projects I wanted to prototype, but spending money without a clear outcome wasn't always an option. At the same time, my mother's restaurant was discarding large numbers of PET bottles while I was buying new filament. This project grew out of the desire to close that loop by turning waste material we already had into something directly useful for prototyping.
Proposed Solution
This project presents a compact recycling system that mechanically and thermally converts post-consumer PET bottles into usable 3D printing filament. The architecture integrates feedstock preparation, controlled extrusion, and filament drawing in a modular configuration.
2. Design Motivation & Constraints
PET Processing Window
PET exhibits a narrow melt-processing range. Variability in post-consumer feedstock constrains allowable temperature margins, requiring stable heating and controlled residence time to prevent degradation or hydrolysis.
Performance Targets
The system was designed to meet specific output criteria to ensure utility:
• Target Diameter: 1.75 mm
• Acceptable Tolerance: ±0.10 mm (steady-state)
• Throughput: Sufficient for continuous printing of small functional parts.
Operational Safety
Continuous operation at elevated temperatures necessitated physical separation between heated components and user-adjustable elements to reduce accidental contact while maintaining visual access.
3. System Architecture
Material Flow Path
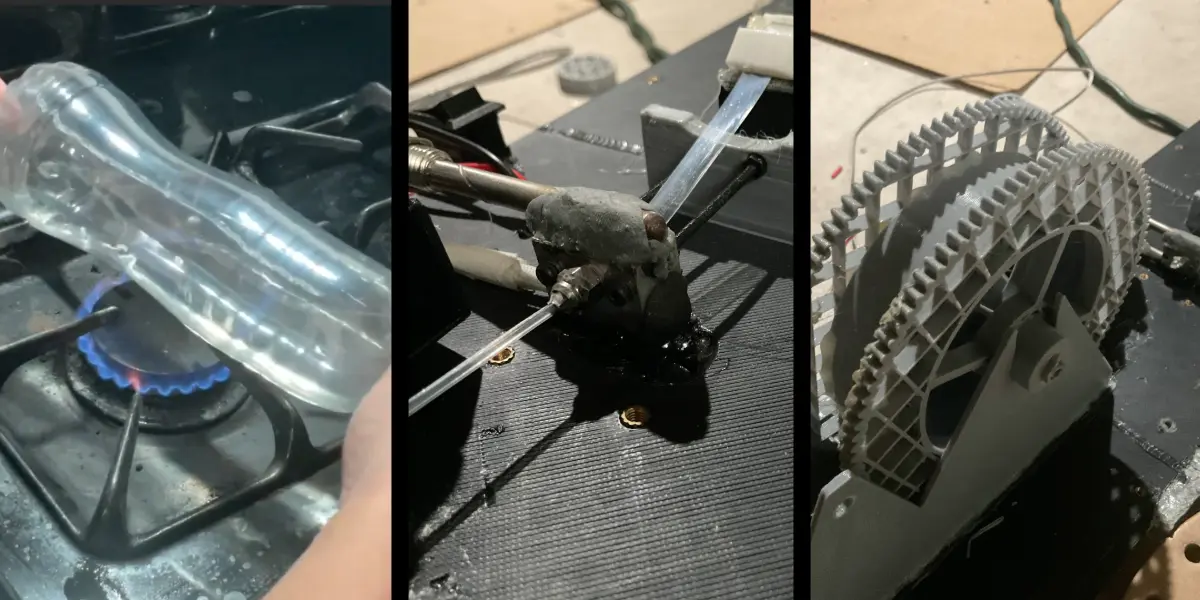
- Feedstock Prep: Bottles are cleaned, labels removed, and thermally reformed under pressure to smooth molded grooves. They are then sectioned into continuous strips.
- Thermal Extrusion: Prepared strips are introduced into a heated assembly where controlled thermal input softens the material through a fixed-diameter nozzle.
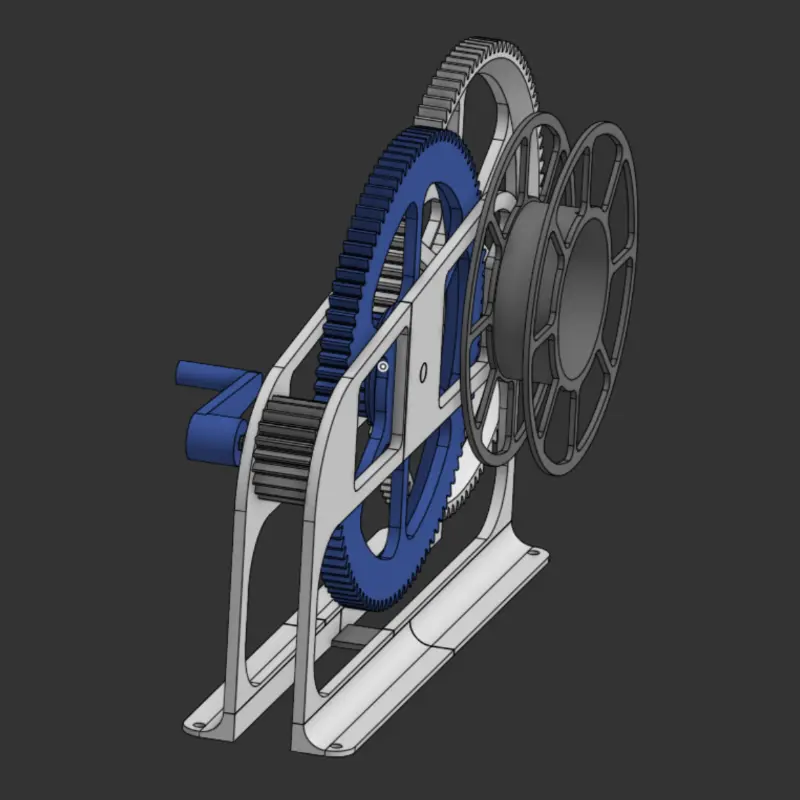
- Drawing & Spooling: Extruded material is drawn into filament using a pulling mechanism. Pull speed is the primary control variable for filament diameter.
Control & Monitoring Philosophy
Active control is applied only where stability is critical to process viability, specifically extrusion temperature. Other variables, including pull speed and cooling rate, are intentionally left under direct user control or passively tolerated. This reduces system complexity while enabling direct observation and iterative refinement of material behavior.
4. Mechanical & Thermal Design
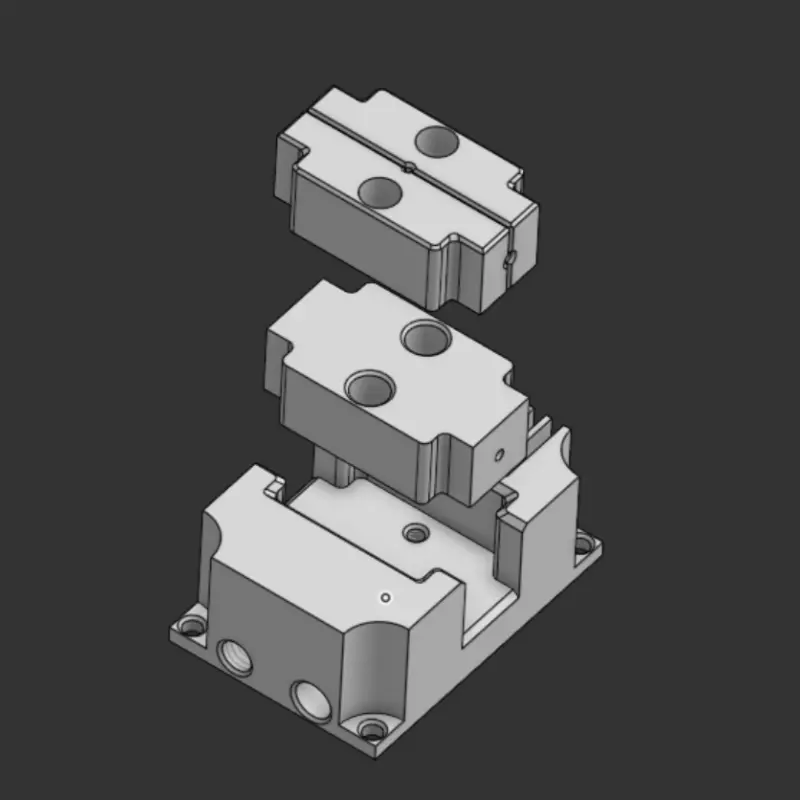
Extrusion Assembly
The extrusion assembly uses a modified Ender 3 hot end to leverage a well-characterized thermal system. The stock brass nozzle was drilled to 1.7 mm to reduce flow restriction. Temperature sensing was decoupled from the stock thermistor and replaced with a K-type thermocouple bonded with thermal epoxy for higher robustness.
Material Selection
The mounting bracket was fabricated from PETG to improve thermal tolerance relative to PLA. The heat block was mechanically offset from the PETG structure using M2.5 spacers to limit heat transfer to load-bearing components.

5. Iterative Development
Iteration 1 (Current)
Focused on proof of concept. Filament diameter exhibited strong sensitivity to pull speed, and the absence of active cooling limited stability. Variations in bottle thickness caused inconsistent melt flow.
Iteration 2 (In Development)
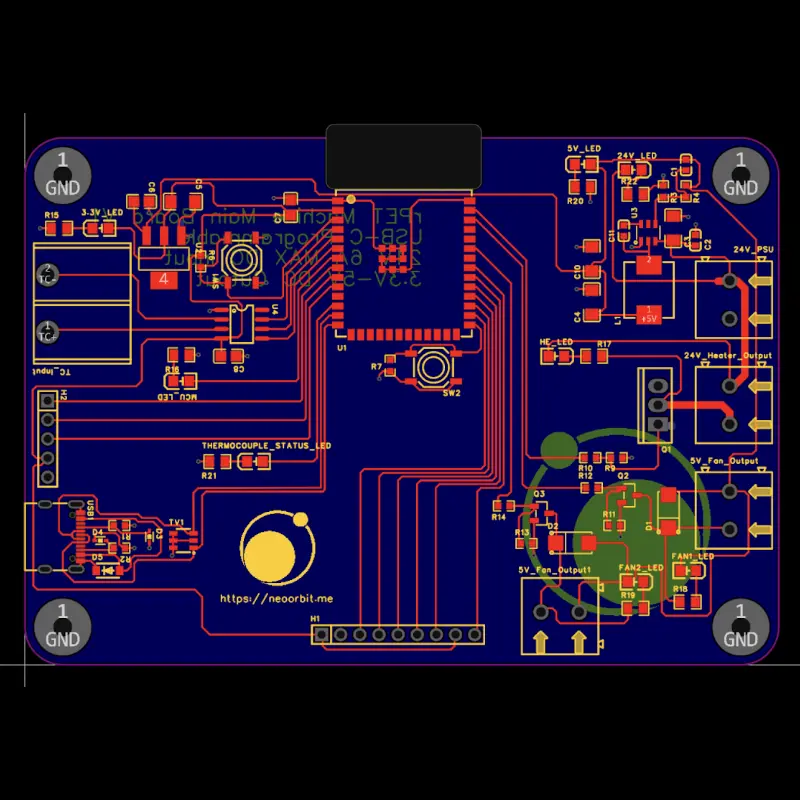
Replaces the commercial hot end with a custom CNC-machined assembly and modular nozzles. Adds active cooling for both the hot end and extruded filament. Transitions control to a custom ESP32-based PCB.
6. Process Stability & Quality Control
Diameter Consistency Challenges
Recycled PET filament exhibits inherent dimensional instability due to post-extrusion shrinkage during cooling. This effect was amplified by inconsistent thermal input from a generic thermostat, resulting in frequent temperature overshoot (~10°C). The absence of active cooling further increased thermal lag.
Mitigation Strategies
- Mechanical: A dedicated, gear-reduced pulling system is under development to provide a constant filament draw rate independent of operator input.
- Thermal: Replacement of the thermostat with closed-loop control via a custom ESP32-based system and addition of active cooling.
- Procedural: Standardization of feedstock preparation and operating sequences (warmup, shutdown) to reduce transient-induced variation.
7. Experimental Testing
Comparative Analysis
Recycled filament was evaluated against commercial PETG using identical print settings (with reduced temperature for rPET). Validation prints included vase-mode structures and stringing tests.
Key Observations
- Continuous Extrusion: The vase-mode print completed successfully with surface quality comparable to PETG.
- Stringing: The recycled filament showed higher sensitivity to stringing, emphasizing the need for consistent cooling.
- Unexpected Behaviors: Despite its recycled origin, the rPET filament demonstrated sufficient continuity for functional printing even without closed-loop diameter control.

Practical Applications
Beyond test prints, the recycled PET filament was used to fabricate practical parts that addressed real needs within my ongoing projects. These components provided immediate utility, requiring sufficient strength and dimensional reliability.
8. Limitations & Engineering Tradeoffs
The current system prioritizes accessibility and modularity over full automation, resulting in unavoidable variability in filament diameter during manual pull extrusion. While this approach enables rapid iteration, it limits repeatability relative to industrial systems.
Material variability inherent to post-consumer PET (wall thickness, prior thermal history) introduces additional uncertainty in melt behavior that cannot be fully mitigated through mechanical design alone.
9. Scalability & Future Work
- Closed-Loop Control: Implementing the ESP32 system to actively monitor diameter and adjust pull speed.
- Educational Deployment: The system is planned for deployment in five public schools to gather user feedback.
- Hybrid Feeding: Developing a filament joiner to allow continuous printing by splicing rPET with standard filament.
10. Project Video Presentation
Watch the rPET Machine V0 in action.
11. Project Documentation
Access the full technical report and design details.
Download Full Report (PDF)
Click to save the technical documentation.